

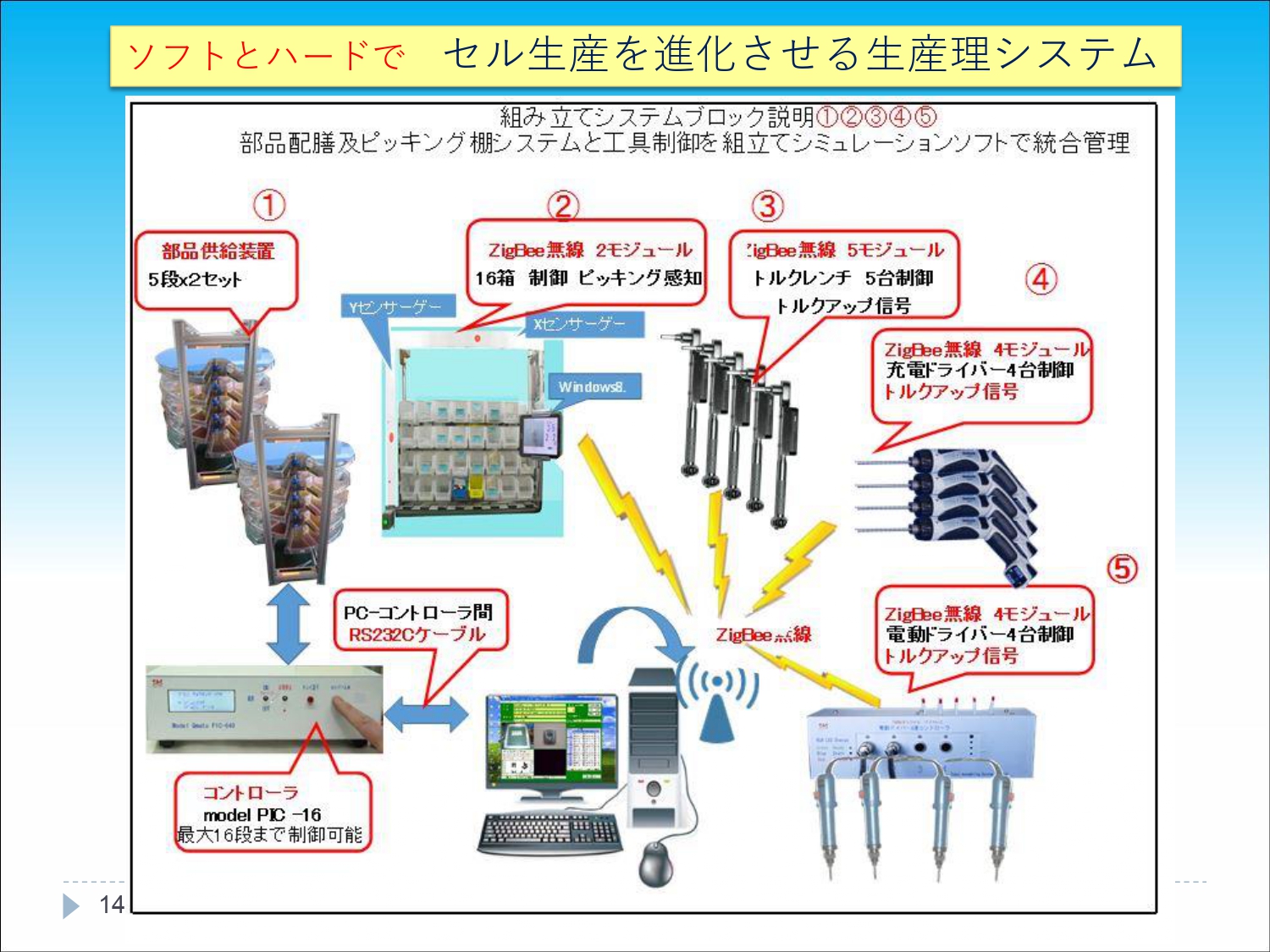
部品供給システム Q-64 製品詳細
組立ラインの部品配膳や部品管理、作業者への指示にお悩みではないですか?
新開発のコントローラーとソフトで多岐な生産作業の品質向上に役立ちます。
Contents
説明資料
クリックすると大きく表示されます。
右側のやじるしをクリックするとページ送りされます。


使用例

- 多品種少ロット生産組み立てラインの部品供給
- 電子部品のプリント基板の部品実装
- 小物部品の入出庫管理
- バルクチップ部品のストッカー
- ICスティックのストッカー
- ねじ、ボルト類の管理
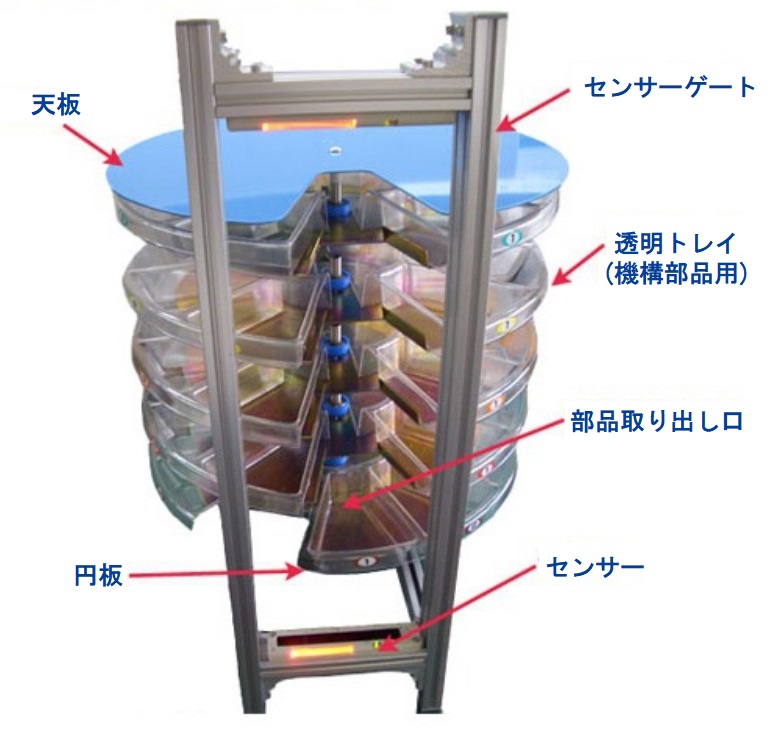
各所の特徴
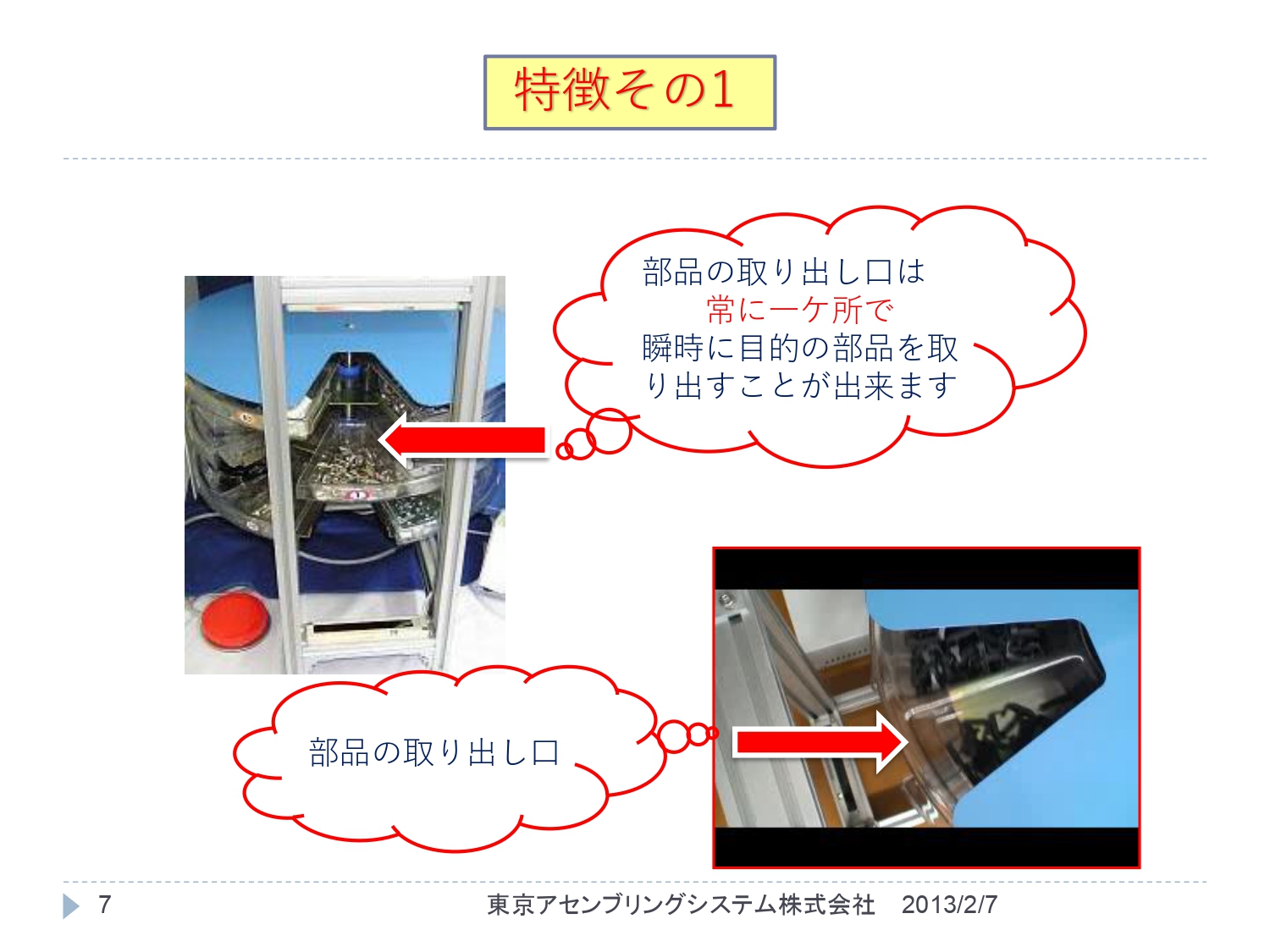
部品取り出し口
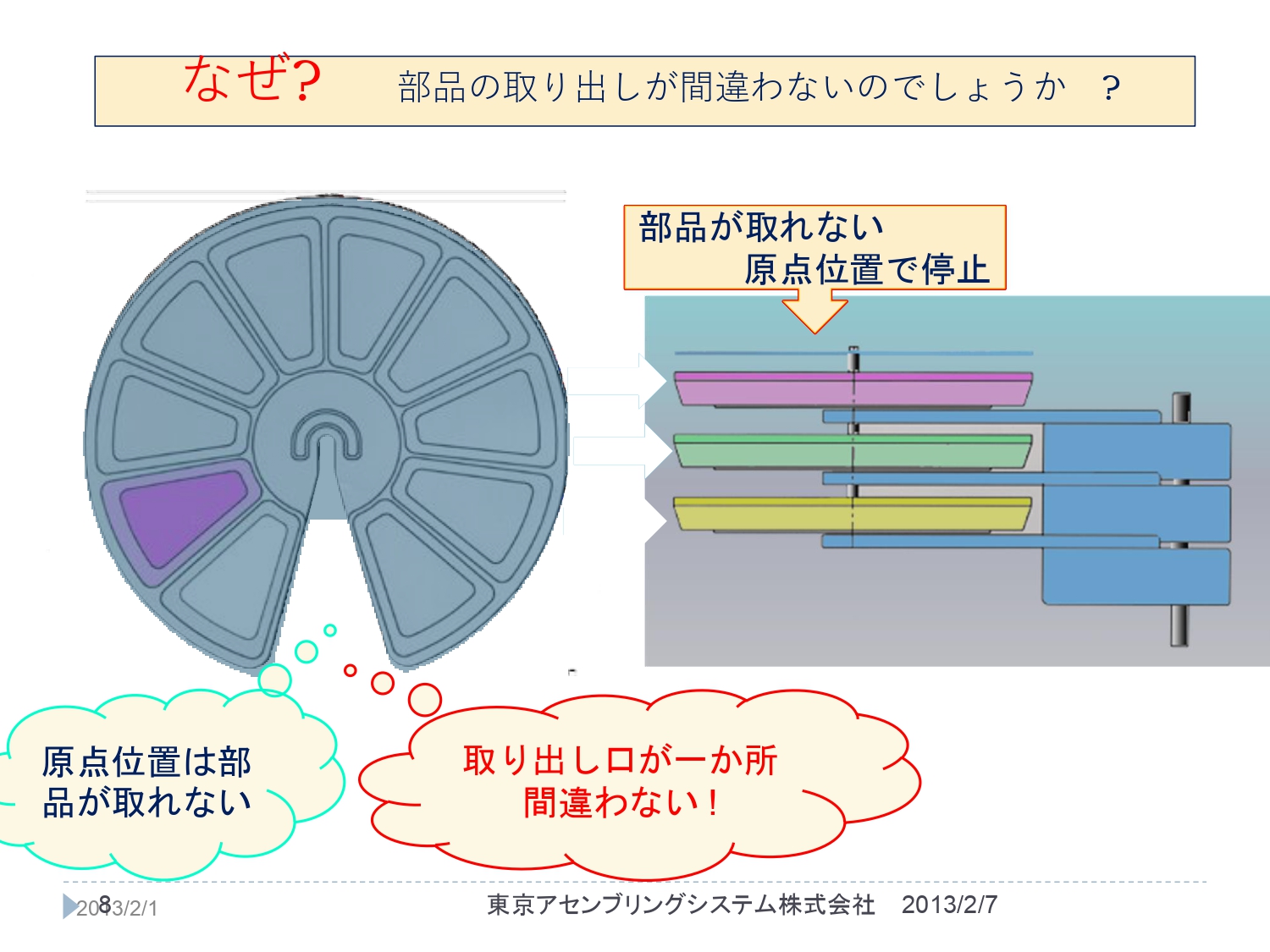
- 取出し口が常に一ヶ所の為、部品の取違いが絶対ありません!
- しかも部品の配膳切換がゼロ秒!(切換ソフトを使用)
- 1ユニットに4~64種類の部品に対応可能。
- 増設が1ユニットごとに出来て経済的。
- アタッチメントで市販のパーツボックスが利用できます。(サカエ W20×D150×H65 等)
ゲートセンサー
- ゲートセンサーと当社シミュレーションソフで効率のよい組み立て作業ができます。
- 部品を取り出す時に作業者の手を感知し個数をカウントします。
- 部品箱に入庫した数量から自動的に減算し表示し在庫数量がリアルタイムで確認できます。
- 各トレイの最低在庫数量を設定しておく事により赤色文字で在庫表示 するため、部品の補充も在庫切れの前に処理が可能です。
- ゲートセンサーの感知設定で、ソフトで一個取りと一回取りを設定する事が可能です。
コントローラ
- 単独でフットスイッチでシーケンシャルに動作。
- 正転/逆転が自由。
- 部品配膳はワンタッチ。
- コンピュータとRS232Cで接続し、リアルタイム制御ができます。
- 弊社シミュレーションソフトの併用で作業指示と部品配膳が同時に出来ます。
- コンピュータから前もって作成した工程順のデータを最大1,000ステップまでバッチで転送後、コントローラー単独でランダムに運転可能
- 1台のコンピュータで最大5台のコントローラーがリアルタイムに制御可能。
- エクセルなどの部品情報のテキストデータが利用可能。
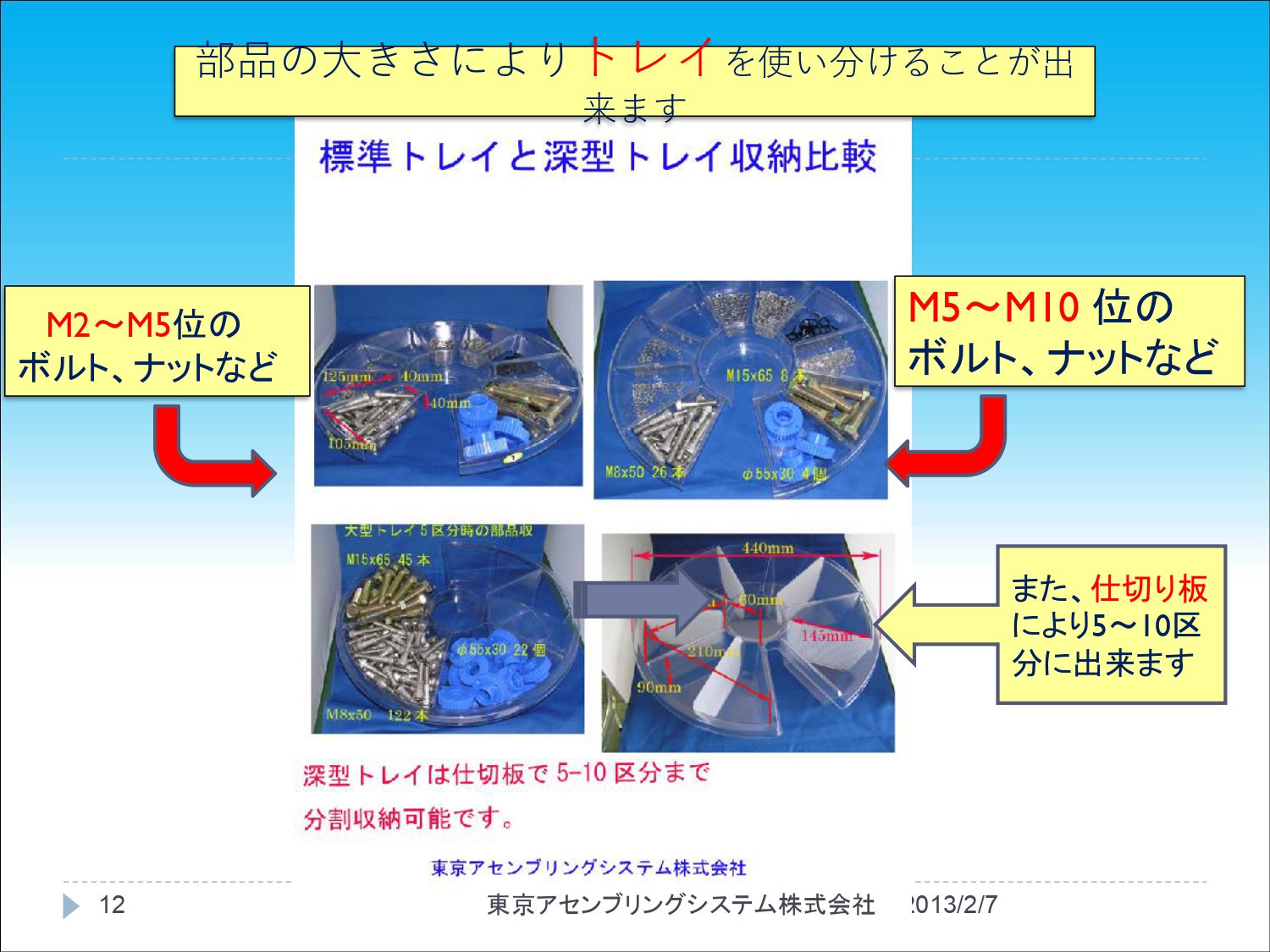
透明トレイ

標準トレイ

深型トレイ

導電性トレイ使用例

トレイ分割使用例
電動ドライバー用インターフェイス(オプション)
当社部品供給システムと連動して必要なネジ類が配膳されます。
シミュレーションソフトにより電動ドライバーのスタート信号でネジ締め時間をカウントスタートしトルクアップ信号で計測をストップします。
この時間を前もって計測した正確な時間と比較し、同じなら自動的に次の工程の部品が配膳され、計測時間が不足している場合はNGを表示して次の工程には進まない様になっています。
組み立てシミュレーションソフト
実装作業の確実性とペーパーレス化、そして作業の標準化ができます。

1.誰にでも分かりやすい作業指示!
コンピュータ画面上に、部品の実装工程の画像が表示されます。
これによって画面を一目見るだけで、的確な作業指示が出すことができます。
従来の指示書ではわかりにくい工程や部品の向き等も実際の作業画像や部品の画像表示ではっきりします。
実装ミスの多くを占める極性間違いも、画面全体の色を変更させることにより、作業者に注意を促します。
音声による作業指示も可能ですので作業指示の確実性がアップします。
未熟練作業者でも画面を見ながら分かりやすく作業できます。
また、作業のトレーニング用としても利用できます。
2.データ作成・変更が簡単!
データの作成はスキャナーもしくはデジタルカメラの画像にマウスでチェックを入れ、部品情報や作業の注意点を入力するだけです。
入力用ソフトはオフ・ラインで作業情報の入力が可能です。
作業に変更点が生じた場合でも、データの流用が容易に出来ます。
3.保存・記録能力の向上!
作業指示はコンピュータで管理しますから、紙の指示書と違って保存性は格段によくなります。
また、作業ログをとることが出来ますので、いつ、誰が、どのような作業をしたかが明確になります。
4.多彩な機能!
工程順の作業指示だけでなく、部品名や回路記号からの検索及び場所指示や部品データのバーコード化にも対応しています。
5.ISO9000シリーズに最適!
作業マニュアル化および品質管理、作業管理の点でISO9000シリーズの構成機器として優れています。
6.部品供給装置との組み合わせでさらにパワーアップ!
弊社部品供給システムQ-640と組み合わせることにより、作業指示と同期して部品供給が行われます。
確実な作業指示かつ確実な部品供給が行われますので作業者のミスは格段に少なくなります。
そして、部品供給装置は作業時の部品供給だけでなく小型部品倉庫としても利用できますので、部品の管理にも大きく貢献できます。
動作環境
- 600 x 600 dpi のフラットベット型スキャナー
- DOS/V Windows95 /98 Pentium 133 メモリー64M 以上のRS232Cターミナルが付属したパソコン
3構成をとることが可能です
コントローラー単独で部品供給装置の動きを制御する場合、順番に部品箱を動作させるシーケンシャル動作が可能です。
そのほかに部品配膳等に便利なようにコントローラ固有の機能を持っています。
・フットスイッチでの操作
コントローラは基本的にはフットスイッチを使用し操作します。
コントローラ単体ではフットスイッチの操作で、部品が次々と配膳されます。
この動作では、部品供給装置のトレイを1段目1番、2番...というように順番に動作させます。
1段目の最終の部品箱が終わると2段目1番の部品箱が出てきます。
最終段最後の部品箱が終了すると1段目1番に戻ります。
・トレイ逆転
作業中、何かの都合で前の部品箱へ戻す時は、フットスイッチを1秒以上押し続けると、前の部品箱へトレイが戻ります。
・トレイ取り出し
トレイへの部品配膳時にトレイ取り出しボタンを押すことによって全ての段のトレイが反転し、ユニットから取り出すことができます。
配膳が終わればトレイをユニットに戻し、トレイ取り出しボタンを再度押すことで元の原点位置に戻り停止します。
・原点移動
コントローラの原点ボタンを押すことによって、全てのトレイが原点位置に移動します。
パソコン上で、エクセル等でトレイの段数、箱の番号、トレイを動作させる順番をCSV形 式のファイルで作成します。
このファイルを当社のバッチ転送用ソフトにてコントローラへデータを一括転送します。
(1台のパソコンでコントローラ5台まで制御できます)
コントローラ上のRAMメモリーがデータを記憶しますので、コンピュータとコントローラの接続をはずしても、ユーザーが指定した通りに供給装置は動作します。(ただし、コントローラ の電源をオフにするとRAMメモリー上のデータは消えてしまいます。)
また、ロット切換と同時に配膳順序を切り替える事が出来ます。
部品供給装置をコンピュータで作成したデータにより一部品ずつに制御する方法です。
この方法はパソコンとコントローラをRS232Cケーブルで常時接続の必要があります。
また、制御するには当社のシミュレーションソフトが必要になります。
シミュレーションソフトはコンピュータ画面上で作業指示を出して部品供給ができます。
コントローラーのリアルタイム制御においてシミュレーションソフトが必要になります。
作業指示を出し部品供給を行うので部品の付け間違いや作業個所の間違いがなくなります。
また、作業指示の電子マニュアル化にもなります。電子基板実装用と組立工程用の2種類があります。